
 Türkiye
Türkiye Portugal
Portugal Espa?a
Espa?a Ti?ng Vi?t
Ti?ng Vi?t ????
???? English
English French
French ????
???? Indon
Indon Deuts
Deuts русский
русский





中空玻璃冷封口
中空玻璃的寿命长短取决于暖边胶ぷ条产品的质量以及边部密封技术水平,我公司通过调研国内外相关技术标准,总结出针对中空玻璃最后角密封的方法,旨在为中■空玻璃暖边胶条产品用户提供技术支持,以延长中︻空玻璃产品的使用寿命。
中空玻璃封口应采用冷封口的方法,即中空玻璃经热压机压合后,在进行最后角密封前,应待其凉至室温▲后再进行封口;如不经冷却便马上封口,中空玻璃内部◥空气会产生负压,导致▓中空玻璃炸裂、挠曲或密封胶条变形,致使≡中空玻璃制作失败。
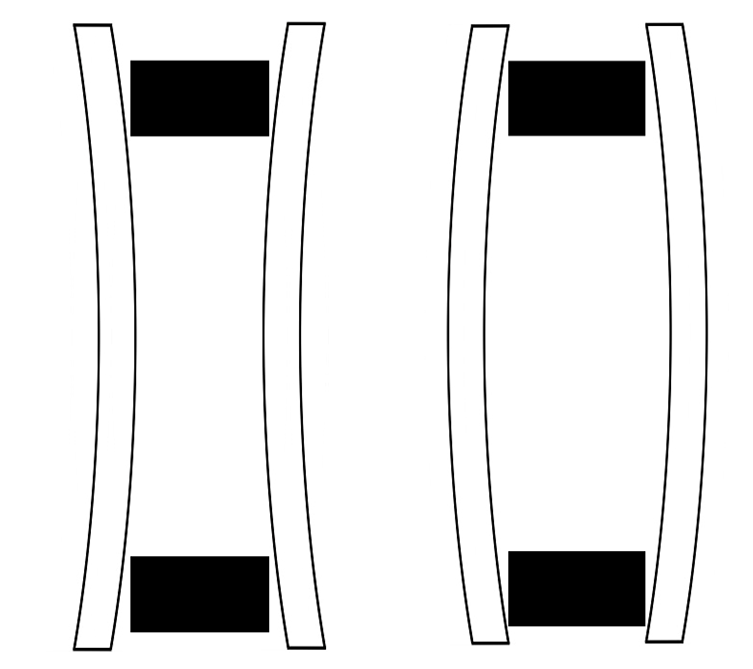
向内挠曲 向外挠曲

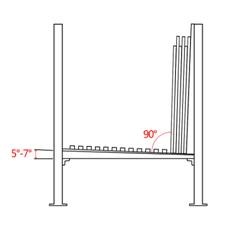
中空玻璃经热压机压合后,应垂直竖放在玻璃存放架上∩,封口朝上冷却1小时左右,直至凉至室温∏,其中玻璃存放架的底▽部必须是直角,倾斜角度应该在5~7度角,如图所示;支架上中空∑玻璃的存放厚度不能超过310mm,摆放过多,会造成中△空玻璃厚度变化或破损。
玻璃存←放示意图
热风枪加热●
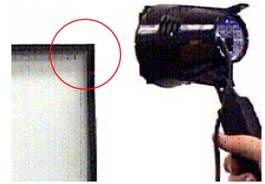
待中空玻璃冷却至室温后,用热风枪将预留封口部位的胶条及玻璃局部加热到40~50℃,再用◥封口工具进行封口,并且封口过程中要保证中空玻璃直立放置排气口向上,否则会导致中空玻璃炸裂或√胶条变形。
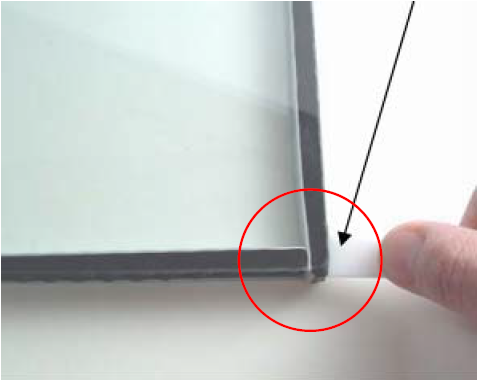
封口时,使用封口工具将胶条的最后段向胶条的开始段方向挤压,使两段胶条完全融合,完成角部的密封,然后将角部多余的胶体材料抹平,到此步即完成中空玻璃的制作过程。
封口
注意:2、3两步封口操作仅限于窗利来胶条及金宇胶条(CLL品牌胶条不适用)。



 公安◤备案号:21112102000018
公安◤备案号:21112102000018











